气流粉碎机用蒸汽加料器设计参数研究
作者: 2018年02月05日 来源:全球化工设备网 浏览量:
字号:T | T
我们在文献中已经对适用于气流粉碎机、以压缩空气为工作介质的气力加料器的设计计算理论及工程实践作了详细的研究,为设计气流粉碎机的气力加料器提供了可靠的方法。在此基础上,本文将对适用于气流粉碎机的以过热蒸
我们在文献中已经对适用于气流粉碎机、以压缩空气为工作介质的气力加料器的设计计算理论及工程实践作了详细的研究,为设计气流粉碎机的气力加料器提供了可靠的方法。在此基础上,本文将对适用于气流粉碎机的以过热蒸汽为工质的气力加料器(简称蒸汽加料器)的设计理论作进一步研究,以便提供一个蒸汽加料器的设计方法。
以过热蒸汽为工质的气流粉碎机最大优点在于具有极大的粉碎力,可提高产品的细度,尤其适用于难以粉碎的非热敏性物料,如氧化钛、硅藻土、无烟煤、滑石、炭黑、云母、方解石及氧化铝等难以粉碎的高表面能的物料;而以压缩空气为工质的气流粉碎工艺难以得到令人满足的细度,单位能耗也较高。
以过热蒸汽为工质的气流粉碎机设计的关键技术之一在于合理设计蒸汽加料器。这是因为蒸汽工质与引射物在加料器中要进行动量传递、能量转化及工质与引射物的混合等一系列复杂的变化过程,蒸汽工质的状态参数会发生迅速剧烈的变化,过热蒸汽有可能转化成饱和蒸汽或湿蒸汽,尤其是最初和固体物料接触的蒸汽工质最易变为湿蒸汽状态,使部分物料变湿而易于粘壁,使加料器通道变窄,导致其引射功能逐渐减弱,最终完全不能进料。虽然引起粘壁的原因是多样的、复杂的,如粉体的极性、分子附着力及超细粉体的二次凝聚等的协同作用,但从宏观角度看,维持加料器中的蒸汽始终处于干蒸汽状态,是蒸汽加料器设计最需要注意的。
1蒸汽加料器的特点
蒸汽加料器和以压缩空气为工质的气力加料器虽同属气力输送喷射器,有着相同的内部形状及相同的工作原理,但因工作介质及工作温度的不同,蒸汽加料器必然有自己的特点,特别是由不同材质构成的加料器组件需频繁地经历从常温到高温(400℃)的变化,这就要求蒸汽加料器必须有自己独特的设计方法及特有的部件构造。
1.1蒸汽加料器的基本原理与主要参数
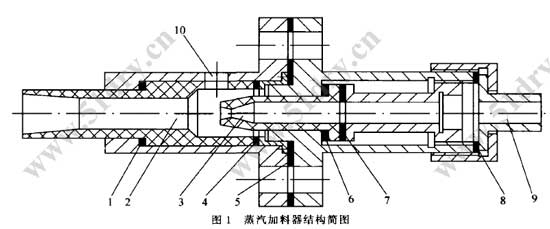
本文借用文献的图1作为蒸汽加料器的原理图,因为蒸汽加料器与以压缩空气为工质的气力加料器内部腔体形状基本相同,它们的工作原理也基本一样。但过热蒸汽与压缩空气之间的显著差别使得它们的设计公式及有关参数有不同的表达。本文正是要研究它们的共同点及不同点,以便为蒸汽加料器提供正确的工程设计方法。
本文所应用的符号定义与文献完全相同,不作新规定,但新出现的参数符号除外。
1.2不同工质在工作喷嘴出口处的速度
选取Laval型喷嘴作气力加料器工作喷嘴,并分别算出以压缩空气作工质及以过热蒸汽作工质的喷嘴出口速度,以比较二者的大小。
1.2.1压缩空气工质喷嘴出口速度
 (1)
(1) 式中,空气k=1.4。
对气流粉碎机如不计工作流体在进气口的速度wp,可取p0≈pp=0.85MPa,T0≈T1=293K,pp1=0.1MPa,则由式(1)可得wp1=519m/s。
1.2.2过热蒸汽工质喷嘴出口速度
wp1=[2(i0-ip1)]1/2 (2)
如选一般的工业锅炉,易取p0=pp=1.2MPa,tp=350℃则i0=3151kJ/kg,可设定pp1=0.16MPa,tp1=160℃,则ip1=2792kJ/kg。将i0及ip1值代入式(2),可得wp1=847m/s。
比较由式(1)、式(2)得出的自工作喷嘴出口的速度,可见过热蒸汽比压缩空气的大了63%,而单位工质的动能更大了1.67倍,使加料器引射能力大大提高。同样,粉碎机的粉碎喷嘴出口速度也一样增大,粉碎力提高,有利于物料的超细粉碎。这些正是以过热蒸汽作为气流粉碎机工质的主要优点。
如果把电能当作二次能源,则蒸汽便为一次能源,经气固分离后的余气中的余能还可再用作生产或生活,可以有效提高能量利用率,降低单位能耗。实践证明,一个有规模的以过热蒸汽为工质的气流粉碎系统不但有理想的粉碎力和产量,同时还可节能约40%。
2蒸汽加料器的构造特点
蒸汽加料器一般在常温到400℃的温度下工作,这种温度变化在气流粉碎机开始工作预热阶段或粉碎结束停机阶段表现尤为剧烈。气流粉碎机和加料器通常衬以坚硬耐磨的刚玉内衬,巨大的温度变化必然使不同材质的内衬与金属外壳产生很大的热膨胀差异。图1表示在JGM-Q 系列中采用的一种结构,已经经受了长期的运行考验。由图1可见,将加料器的接受室和混合室内衬做成一体化的刚玉件。无论是工作喷嘴还是混合室均以耐高温且有一定弹性的密封垫片1、4、5、6、7、8与金属外壳相压紧固定,而不采用常温时传统的粘结工艺,这使金属外壳和刚玉内衬在温度变化时能自由伸缩,释放热应力。蒸汽加料器具有常温工作的气力加料器同样的调节手段,可确保其有良好的工作状态。
3引射系数及几何尺寸的确定
文献已经对适用于气流粉碎机的以压缩空气为工质的气力加料器的设计理论作了详尽的研究,在蒸汽加料器设计时必须考虑蒸汽的行为特点,同时还要考虑到过热蒸汽作工质时,蒸汽加料器出口的混合流体中含两种气体(空气和水蒸汽)和一种固体,而非压缩空气作工质时含一种气体和一种固体的工况,故有关比容及引射物料的温度则要以下列方法求取。
3.1蒸汽加料器各比容的确定
工作介质蒸汽在加料器中各处的比容及比焓均可从水蒸汽图表中直接查取,它们是vp、vp3、vpm及ip、ipm,有别于空气作工质的情况。
引射介质中的气体在蒸汽加料器出口的比容
v1,gm=RTm/pm (3)
混合流体中的气体在加料器出口处的比容
vm,g=(vpm+v1,gmug)/(1+ug) (4)
引射介质中的气体在截面3处比容
 (5)
(5) 混合流体在截面3上的比容
v3=(vp3+v1,g3ug+v1,sus)/(1+u) (6)
将以上方法确定的比容及比焓值代入文献的有关公式,便可以确定蒸汽加料器的引射系数及各几何尺寸,从工程应用的角度,这种计算方法已足够精确了,我们的工程实践结果也很令人满意。
3.2引射介质的预热
需要特别注意的是,蒸汽加料器的设计及运行要确保加料器中物料始终处于干燥状态,避免物料受潮粘壁结垢而使流道堵塞。所以,在蒸汽加料器进行设计计算时,必须验证是否要对引射流体进行预热,确定预热引射流体需附加的功率N(J/s)及引射流体应达到的最低温度t1,min。
引射流体所需的最小附加功率
 (7)
(7) 式中,(cp)s及(cp)g分别为引射介质中固体及气体的比热容,J/(kg·℃)。
引射流体应达到的最低温度
 (8)
(8) 利用式(7)、式(8)可分别得到Ⅳ 及t1,min值,可以此判断是否需要对引射流体进行预加热,以保证混合室中蒸汽始终处于干蒸汽状态。具体的判断准则是:
N>0或t1,min>t。,则需对引射流体进行预热;
N≤0或t1,min≤ts,则不必对引射流体进行预热。
4结论
(1)因为适用于气流粉碎机的以过热蒸汽为工质的气力加料器的混合物是由两种性质不同的气体(空气和水蒸汽)和一种固体所组成,因而在确定相关比容时需按本文提供的方法,蒸汽加料器引射系数及有关几何尺寸的计算完全可以应用文献中的公式及方法。
(2)以过热蒸汽为工作介质的加料器需避免加料器中物料变湿,应始终保持加料器中的蒸汽处于干蒸汽状态,这对保持加料器的正常工作状态十分必要,否则会引起加料器粘壁堵塞,使功能恶化。
(3)应用此文介绍的方法设计制造了JGM-Q系列以过热蒸汽为工质的强力气流粉碎机,同时也证实了文献[1]中介绍的3种调节手段同样是有效的。
全球化工设备网(http://www.chemsb.com )友情提醒,转载请务必注明来源:全球化工设备网!违者必究.
标签:
相关技术
免责声明:1、本文系本网编辑转载或者作者自行发布,本网发布文章的目的在于传递更多信息给访问者,并不代表本网赞同其观点,同时本网亦不对文章内容的真实性负责。
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
推荐技术